Technologie de soudure Bande LED avec leurs propres mains
Les bandes LED sont populaires dans le monde de la technologie d'éclairage. C'est une solution pratique pour créer différents types de lumière. Lors de l'installation, il est souvent nécessaire de connecter deux bandes ensemble.
Comment et pourquoi connecter des bandes de LED
Les bandes LED sont vendues en rouleaux. Il n'est pas toujours nécessaire de disposer d'une bobine complète, mais plutôt de petites bandes de tissu alimentées par une source de tension unique. Une bande complète peut être coupée - mais uniquement dans les zones désignées. Si les bandes sont assemblées sur place, elles doivent être connectées en série ou chaque bande doit être alimentée par sa propre source d'énergie, ce qui n'est pas économique et ne contribue pas à la fiabilité du système.
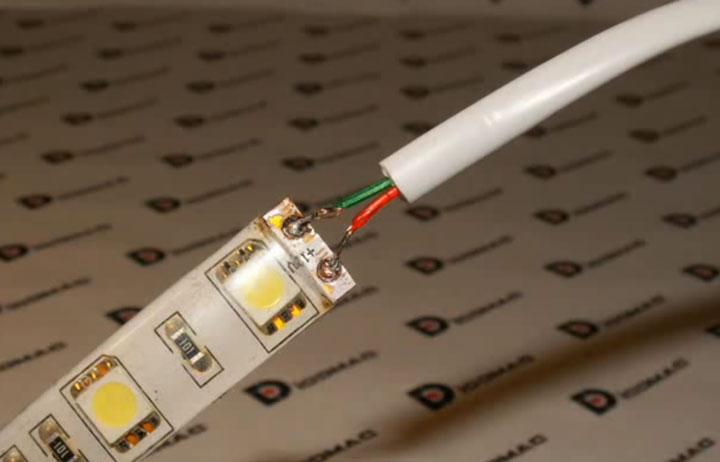
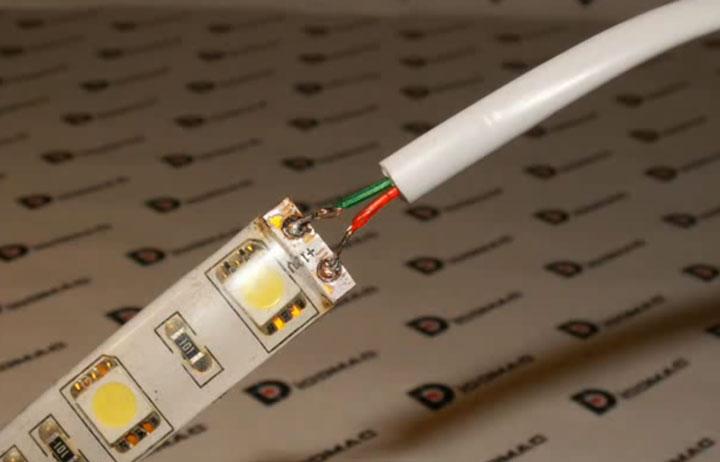
Les bandes peuvent être reliées par des segments de fil - deux morceaux de bande sont reliés l'un à l'autre par deux fils, en respectant la polarité. Si RGB ou RGBWil est nécessaire de respecter la correspondance de la connexion des conducteurs aux deux extrémités des bandes. La section transversale des conducteurs doit être conçue pour le courant total de toutes les sections de la bande.
| Section transversale du conducteur, en mm². | 0,5 | 0,75 | 1 | 1,2 | 1,5 |
| Courant admissible, A | 11 | 15 | 17 | 20 | 23 |
Si aucun tableau n'est disponible, la règle empirique est que 1 mm² de section de conducteur en cuivre peut transporter un courant de 10 A. Cette valeur est beaucoup trop élevée, en fait le courant admissible à travers une telle section est au moins deux fois plus faible (selon la méthode d'installation). Mais il n'y a pas de risque de faire une petite erreur ici, qui peut entraîner des conséquences désagréables. En outre, la section transversale du conducteur doit non seulement assurer la capacité de transport du courant, mais aussi avoir une résistance mécanique suffisante, ce qui explique pourquoi l'épaisseur du fil est surestimée dans ces cas.
Soudure ou connecteur
Les connecteurs semblent être très pratiques à cet effet. Ils vous permettent de relier deux morceaux de ruban adhésif rapidement et sans utiliser d'outils supplémentaires. En réalité, les choses ne sont pas aussi bonnes qu'il n'y paraît :
- Lorsque vous utilisez des accessoires de connexion, la zone de contact est réduite ;
- cette méthode ne garantit pas que les plaquettes de contact soient bien serrées l'une contre l'autre.

Ces deux facteurs entraînent une augmentation de la résistance transitoire au point de connexion. Les courants consommés par la bande sont élevés et peuvent atteindre plusieurs ampères. Cela entraîne une surchauffe du contact, un brûlage et une perte totale de la connexion électrique. Dans le pire des cas, cela peut conduire à un incendie. En outre, les contacts en cuivre exposés sont sujets à l'oxydationCela entraîne une perte de conductivité encore plus importante, de la chaleur, plus d'oxydation et ainsi de suite. Étant donné qu'il y a 4 sources de non-fiabilité par connexion (2 fils de chaque côté), le choix d'un bon artisan est clair - uniquement la soudure.
Outils et matériaux
Le processus de soudage en lui-même n'est pas difficile, mais il requiert une certaine habileté. Ainsi, pour ceux qui n'ont jamais tenu un fer à souder dans leurs mains, il n'y a pas de mal à s'exercer sur des bouts de fil.

Pour souder le fil, vous aurez besoin d'un fer à souder :
- Fer à souder Fer à souder 30-40W. Une puissance inférieure ne chauffera pas suffisamment le point de soudure et transformera l'ensemble du processus en une torture. Une puissance plus élevée fera facilement surchauffer le point de soudure, surtout si vous êtes inexpérimenté. L'idéal est d'utiliser une station de soudage, mais elle est chère et il n'est pas économique de l'acheter juste pour souder quelques bandes de ruban adhésif.
- Flux. Vous pouvez utiliser de la colophane classique. Les flux mous ou liquides comme LTI sont les plus faciles à utiliser. La colophane dure peut être écrasée et dissoute dans l'alcool.
- Soudure. Vous pouvez utiliser presque n'importe quelle soudure ayant un point de fusion adéquat. Par exemple, le classique PIC-60 ou d'autres soudures plomb-étain. L'étain pur peut être utilisé, mais il est coûteux et ne présente aucun avantage.

Important ! N'utilisez jamais de fondants liquides et mous à base d'acide ! Les éclaboussures de flux sont inévitables pendant le brasage. Si l'acide entre en contact avec les conducteurs ou les points de soudure des DEL, il provoquera inévitablement de la corrosion à l'avenir, ce qui entraînera une perte de fonctionnalité de la bande.
L'alcool ou l'acétone pour éliminer les résidus de flux après le brasage est également une bonne idée. Vous aurez également besoin d'un fil de cuivre (de préférence un fil toronné flexible) et d'outils pour le préparer :
- des pinces pour couper le fil à la bonne longueur ;
- Une pince à dénuder pour retirer l'isolant (mieux encore, vous pouvez utiliser une pince à dénuder spéciale) ;
- Pour sceller le point de soudure, vous aurez besoin de ruban adhésif en toile ou de gaine thermorétractable d'un diamètre approprié.
Si le processus doit être réalisé sans aide, il est pratique d'utiliser un support de serrage comme "troisième main".
Processus de soudage des conducteurs aux pattes de contact
Il faut d'abord préparer les fils :
- couper de conducteurs d'une longueur appropriée ;
- Retirez l'isolation des deux côtés à une distance de 5-7 mm à l'aide d'un coupe-fil ou d'une pince à dénuder spéciale.
Ensuite, les surfaces à souder doivent être étamées. Les extrémités des fils dénudés sont recouvertes de flux :
- Si un flux liquide est utilisé, humidifiez les zones décapées avec celui-ci ;
- Si un flux doux est utilisé, les extrémités dénudées doivent en être enduites ;
- si l'on utilise de la colophane, il faut en faire fondre une petite quantité et la transférer sur les extrémités libres de façon à ce que le fil toronné soit saturé de flux et que la surface du fil plein soit complètement mouillée.
La vidéo décrit en détail le processus d'étamage.
L'étape suivante consiste à aspirer de la soudure avec la pointe du fer à souder. Couvrez la surface du fil solide avec de la fonte de plomb sur tous les côtés. Un fil toronné est instantanément imbibé de soudure lorsqu'on lui applique un dard chauffé avec un flux fondu.
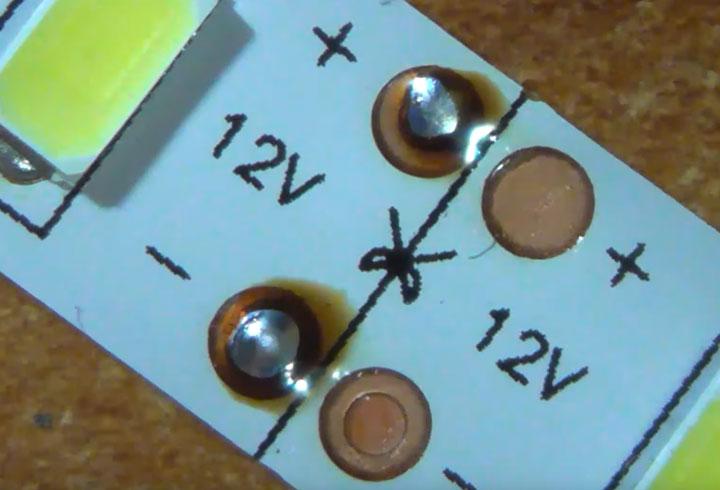
Les patins de contact sont également mouillés avec un flux fondu, liquide ou doux et cuits de la même manière. La soudure doit être appliquée de manière à former une petite bosse de métal sur la plaquette.
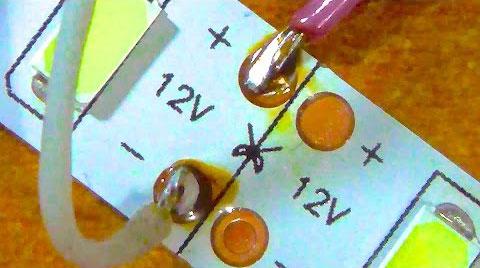
Ensuite, il est bon d'enduire à nouveau les surfaces étamées de flux. Ensuite, vous devez fixer le fil à la pastille à l'angle droit et chauffer le joint avec un fer à souder et une petite quantité de soudure. Soudez la bande de DEL assez rapidement pour ne pas endommager la base de la bande. Pour accélérer le refroidissement de la soudure, il est recommandé de souffler intensément sur le point de soudure. Après avoir terminé, le résidu de flux doit être lavé avec de l'alcool ou de l'acétone.
Si le ruban a un revêtement en silicone
Il est pratique d'utiliser du ruban adhésif siliconé pour les installations extérieures. Le processus de soudure des conducteurs à la bande est presque le même, mais avant de commencer le travail, le silicone sur les zones de contact doit être enlevé avec un couteau, et ensuite la bande de LED peut être soudée de la manière habituelle.

Si nécessaire, vous pouvez sceller la zone coupée avec un mastic silicone transparent après avoir terminé le travail, mais n'utilisez qu'un composé neutre. Un produit d'étanchéité acide peut provoquer la corrosion des conducteurs et des composants.
Comment réaliser une bonne soudure
Une soudure belle, soignée et de qualité s'acquiert avec l'expérience. Mais vous pouvez raccourcir la courbe d'apprentissage en adoptant d'emblée les points simples :
- La pointe du fer à souder doit être bien finie. S'il s'agit de cuivre, il faut le limer, éliminer les résidus de carbone et donner la forme requise à la surface de travail. Ensuite, branchez le fer à souder, plongez la pointe dans le flux après l'avoir un peu chauffé et attendez qu'il atteigne la température de fonctionnement. Ensuite, frottez rapidement un morceau de soudure sur le fer à souder. S'il n'a pas été utilisé auparavant, il est conseillé de le forger sur une surface dure - cela réduira la tendance à brûler et prolongera sa durée de vie.
- S'il s'agit d'acier galvanisé, il ne faut pas utiliser de lime pour l'ébavurer, car il est facile de décoller la couche plaquée et la surface devient inutilisable. Il ne peut pas être mis en boîte et doit être jeté. Pour la même raison, vous ne pouvez pas étamer un tel dard avec un flux acide - cela "rongerait" le revêtement.
- Si vous utilisez un fer à souder à température contrôlée, la température de la panne doit être supérieure de 5 à 10°C au point de fusion de la soudure. Si cela n'est pas fait, en raison d'erreurs d'installation et d'inexactitudes dans les proportions de métaux dans la soudure, le dard ne pourra pas transformer la soudure en liquide, mais seulement l'amener à un état pâteux. Dans ce cas, il n'est pas nécessaire de parler de soudure de qualité. Voir le tableau ci-dessous pour le point de fusion.
- Ne lésinez pas sur le flux pendant la manipulation et le brasage. L'excès de flux et les éclaboussures peuvent être éliminés avec un solvant.
- Utilisez autant de soudure que nécessaire. L'excès de soudure ne nuit pas à la qualité de la soudure, mais le manque de soudure ne permet pas d'obtenir une bonne connexion.
- Soudez les conducteurs en un minimum de temps pour éviter de surchauffer le substrat.
- Après avoir retiré la panne du fer à souder et avant que la soudure n'ait complètement durci, les fils soudés doivent être immobilisés - une troisième main est très utile pour cela.
| Type de soudure | PIC-33 | PIC-40 | PIC-60 | PIC-90 |
| Température de fusion | 247 | 238 | 183 | 220 |
D'une manière générale, le soudage des conducteurs de bandes LED n'est pas difficile. Tout ce qu'il faut, ce sont des compétences de base et de la diligence.